La laminación es el proceso de conformado más importante en la industria metalúrgica. Consiste en reducir el espesor (o cambiar la forma de la sección transversal) de un material metálico al hacerlo pasar entre rodillos que giran a alta presión.
La distinción crítica y fundamental en este proceso es la temperatura a la que se realiza la deformación, lo que da lugar a la laminación en caliente y la laminación en frío. Cada una confiere propiedades, acabados y aplicaciones radicalmente distintas al producto final.
La Laminación en Caliente: El Proceso Primario (Hot Rolling)
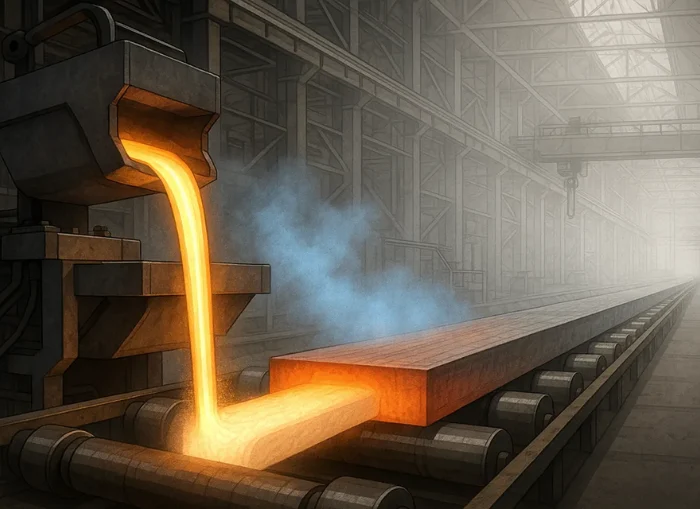
La laminación en caliente es la fase primaria de producción del acero y se realiza a temperaturas superiores al punto de recristalización del metal (generalmente por encima de 900°C a 1200°C para el acero). A estas altas temperaturas, el material es mucho más maleable y la energía requerida para su deformación es menor.
Proceso y Características:
- Temperatura de Recristalización: Al laminar por encima de esta temperatura, la estructura cristalina del acero se regenera continuamente (recristaliza) a medida que se deforma. Esto evita el endurecimiento por deformación (endurecimiento por trabajo) y permite una reducción de espesor muy significativa en pocas pasadas.
- Materia Prima: Inicia con grandes lingotes, planchones (slabs para productos planos) o palanquillas (billets para productos largos) que salen de la colada continua.
- Tolerancias: Debido a las altas temperaturas, el material se contrae al enfriarse. Esto resulta en tolerancias dimensionales mayores (menos precisas) y bordes generalmente redondeados.
- Acabado Superficial: El contacto del acero caliente con el oxígeno forma una capa superficial de óxido conocida como cascarilla o scale. Esto le da al producto un aspecto rugoso, oscuro y menos estético.
- Propiedades: El acero laminado en caliente posee una alta ductilidad (es fácil de doblar y soldar) y tenacidad, siendo excelente para aplicaciones estructurales donde la flexibilidad y la facilidad de trabajo son clave.
Aplicaciones Típicas:
La laminación en caliente se utiliza principalmente en la fabricación de productos que requieren fuerza estructural y donde el acabado superficial no es prioritario:
- Aceros Largos: Vigas I, H, U, ángulos, rieles, barras y alambrón.
- Aceros Planos: Chapas y placas gruesas utilizadas en la construcción naval, puentes, y tanques de almacenamiento.
La Laminación en Frío: Precisión y Acabado (Cold Rolling)
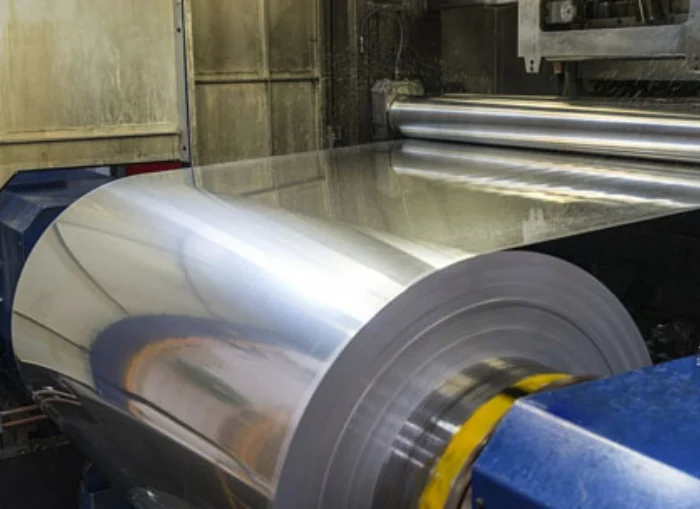
La laminación en frío es un proceso secundario que se aplica a los productos que ya han sido laminados en caliente y a los que se les ha eliminado la cascarilla (decapado). Se realiza a temperatura ambiente (por debajo de la temperatura de recristalización).
Proceso y Características:
- Endurecimiento por Trabajo: Al deformarse en frío, los granos cristalinos del acero se estiran y se consolidan, lo que resulta en un aumento significativo de la dureza, el límite elástico y la resistencia a la tracción. Esto se conoce como endurecimiento por deformación.
- Precisión: Este proceso no sufre la contracción térmica significativa del enfriamiento, permitiendo obtener tolerancias dimensionales extremadamente ajustadas (gran exactitud en el espesor).
- Acabado Superficial: Produce una superficie lisa, limpia y brillante, ideal para aplicaciones estéticas o que requieren un recubrimiento posterior (ej. galvanizado o pintura).
- Propiedades: El material es más duro y resistente, pero pierde ductilidad. Si se requiere que el material sea más maleable para un posterior doblado o embutido, puede ser necesario un proceso de recocido (tratamiento térmico) posterior.
Aplicaciones Típicas:
La laminación en frío se utiliza donde la precisión, la resistencia o el acabado superficial son requisitos indispensables:
- Automotriz: Paneles de carrocería, componentes de chasis, piezas que requieren estampado o embutido.
- Electrodomésticos: Carcasas y componentes internos.
- Mobiliario y Estanterías: Tubos y perfiles de precisión para estructuras ligeras y con buen acabado.
Maquinaria: Componentes que requieren alta resistencia y tolerancias estrictas (pernos, engranajes, piñones).
Diferencias claves
Características
Temperatura
Tolerancia Dimensional
Acabado Superficial
Ductilidad / Maleabilidad
Resistencia a la Tracción
Costo Relativo
Uso Principal
Laminación en Caliente
Por encima de la temperatura de recristalización (< 900º C)
Mayor (menos preciso)
Áspero, con cascarilla, oscuro
Alta (Fácil de moldear y soldar)
Baja a media
Más económico
Estructuras de gran volumen y carga
Laminación en frío
Temperatura ambiente
Menor (menos preciso)
Liso, limpio, brillante
Alta (Endurecimiento por trabajo)
Menor (Mayor dureza y resistencia)
Más caro (Requiere proceso adicional)
Piezas de precisión, detalles y acabado