El Corazón de la Siderurgia
Un tren de laminación es una instalación compleja y potente diseñada para reducir el espesor, alargar y darle forma a piezas de metal, típicamente acero. El nombre «tren» se debe a que la operación implica una serie de etapas o estaciones de trabajo interconectadas, dispuestas secuencialmente a lo largo de una línea.
Su función principal es tomar un producto semi-terminado (como un slab, billet o bloom) y, mediante la aplicación de inmensas fuerzas de compresión, convertirlo en el producto final deseado: desde láminas delgadas y precisas hasta perfiles estructurales macizos.
Componentes Esenciales del Tren de Laminación
Un tren de laminación está compuesto por varios elementos clave que trabajan en sincronía:
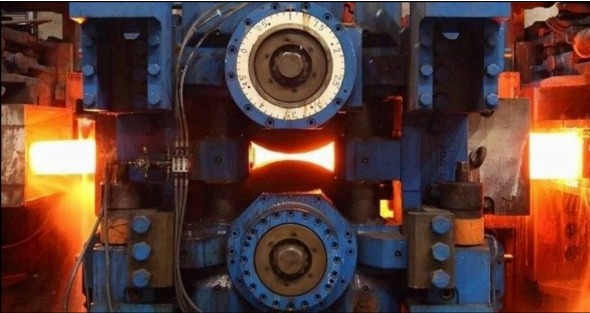
- Puesto de Laminación (Stand): Es el componente central. Consiste en la estructura de soporte (housing) que mantiene los rodillos en posición y los engranajes que transmiten la potencia.
- Rodillos (Rolls): Son las herramientas activas. Giran y ejercen la presión sobre el metal. La forma, el tamaño y la disposición de los rodillos son críticos y definen si el tren produce un producto plano o largo.
- Motor y Transmisión: Proporcionan la potencia necesaria para hacer girar los rodillos, superando la inmensa resistencia del metal caliente o frío.
- Mecanismos de Ajuste: Permiten controlar la separación entre los rodillos (roll gap) para ajustar la reducción de espesor deseada con precisión milimétrica.
Fases Operativas de un Tren de Laminación
El funcionamiento del tren de laminación se divide en fases que varían ligeramente dependiendo de si se produce acero plano o acero largo, y si el proceso es en caliente o en frío.
A. Preparación del Material (Caliente)
Antes de ingresar al tren de laminación en caliente, la materia prima debe ser preparada:
- Re-calentamiento: Los slabs (planchones) o billets (palanquillas) se calientan en hornos hasta alcanzar temperaturas de laminación (típicamente $1000^\circ\text{C}$ a $1250^\circ\text{C}$). Esto asegura que el metal sea maleable y se deforme sin agrietarse.
- Desbastado (Bloqueo): La pieza caliente pasa por un tren desbastador que aplica las primeras y mayores reducciones dimensionales.
B. La Línea de Laminación (El «Tren»)
Una vez preparada, la pieza pasa por la secuencia de puestos de laminación:
- Tren Desbastador o Desbaste: La pieza pasa por el primer conjunto de rodillos. Aquí se elimina la cascarilla superficial y se reduce drásticamente la sección inicial.
- Tren Intermedio: Consta de varios puestos donde la reducción es gradual y continua. En esta etapa, el material comienza a acercarse a su forma y dimensiones finales. El control de velocidad entre los puestos es vital para evitar tensiones indeseadas.
- Tren de Acabado (Finishing Mill): Es la etapa final donde se obtienen las dimensiones exactas y el acabado superficial.
- Para Acero Plano (Bobinas): El material pasa a través de múltiples puestos en tándem a alta velocidad, terminando con un enfriamiento controlado y, finalmente, siendo enrollado en bobinas.
- Para Acero Largo (Perfiles): Se utilizan rodillos con hendiduras o calibres (grooves) que, en pasadas sucesivas, van dando la forma específica (I, H, L, etc.) al material.
C. Post-Procesamiento
Una vez que el producto sale del tren de acabado:
- Enfriamiento Controlado: La velocidad de enfriamiento es crucial, ya que afecta las propiedades metalúrgicas finales (dureza, resistencia).
- Corte y Empaquetado: El material es cortado a las longitudes comerciales y preparado para su envío o para un procesamiento posterior (como la laminación en frío o la trefilación).
El Control de Calidad y la Precisión
La calidad del producto laminado depende de tres variables críticas controladas por el tren:
- Espesor/Dimensionalidad: Los sistemas de control automatizados utilizan medidores de rayos X o láser para verificar el espesor y ajustan la separación de los rodillos en tiempo real, garantizando la tolerancia del producto final.
- Temperatura: Controlar la temperatura en el laminado en caliente previene defectos como el agrietamiento y asegura las propiedades metalúrgicas deseadas.
- Fuerza de Laminación: La fuerza debe ser suficiente para deformar el metal, pero controlada para evitar el desgaste prematuro de los rodillos y el riesgo de rotura.
El diseño de un tren de laminación moderno se enfoca en la eficiencia energética, el control de velocidad y la automatización para producir grandes volúmenes de acero con especificaciones extremadamente precisas.